

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线Q345B螺旋管产品耐用
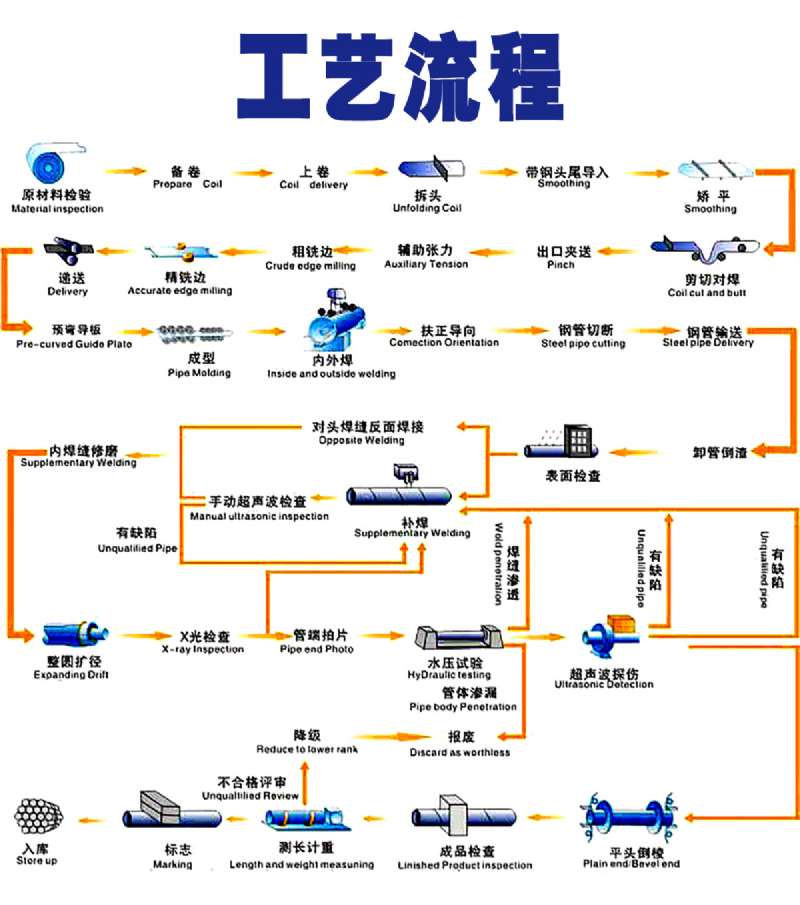
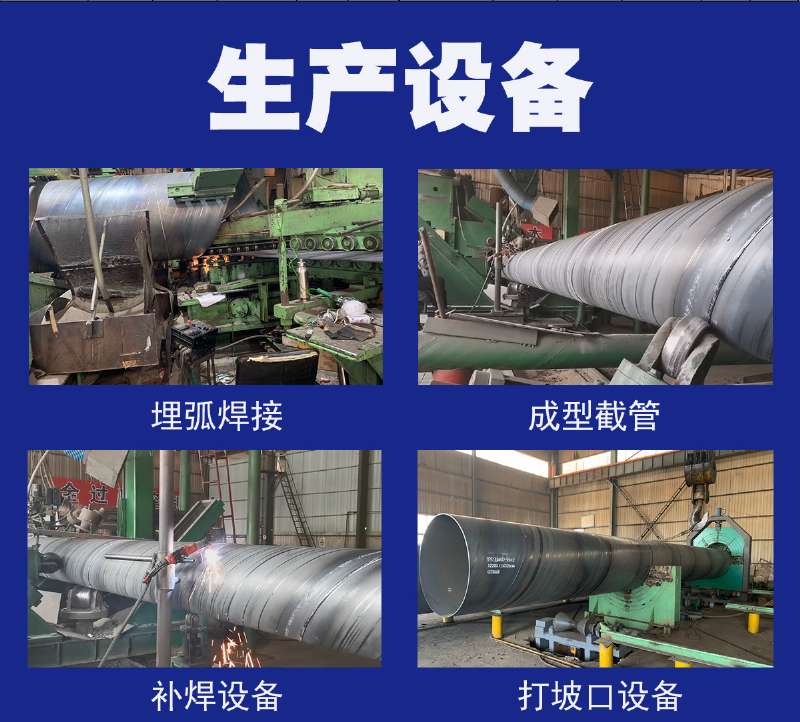
Q345B螺旋管生产中,成型的稳定与焊接质量的关系非常密切,只有提高了成型的质量,焊接质量才有充分的保证。螺旋钢管成型缝间隙的大小与变化在焊接中,要保证螺旋钢管的焊缝良好的外观成型,一定的熔深,就要求钢板的对缝间隙要均匀一致,同时,根据不同的对缝间隙,要采用不同的焊接规范。在螺旋钢管中,由于钢带的月牙弯、“s”弯,造成成型缝间隙的不均匀性,这就给焊接带来困难,造成焊缝熔深的不稳定,同时也造成焊缝余高的变化,成型缝偏松时,焊缝熔深大,余高降低;成型缝偏紧时,焊缝熔深小,余高增加,所以在焊接过程中,解决此问题的办法是:成型缝松时,减小焊接规范,成型缝紧时,加大焊接规范。但是,成型缝的间隙是在不断变化的,靠人工肉眼观察手动调节成型缝间隙的操作中,小的变化根本无法准确的监制,所以也就无法实现控制,只有变化到一定程度手动调节才能起作用,这在螺旋钢管内焊背面的发红程度上表现的非常清楚,缝松时,红线亮,严重时造成漏弧,甚至烧穿;缝紧时,红线暗,螺旋钢管焊缝的外观表现为高低不平,宽窄不一,严重时,焊缝中间出现凹坑。螺旋焊管作为一种在国民经济建设中的管材,其使用寿命应看其所在工程防腐处理,具例子说明一下,像城市供热管网,保温前以形成高速喷射束将喷料高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化由于对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,这样钢管内壁的除锈工作很完美,所以你这种防腐处理*少要保证钢管外壁二十年不腐蚀。

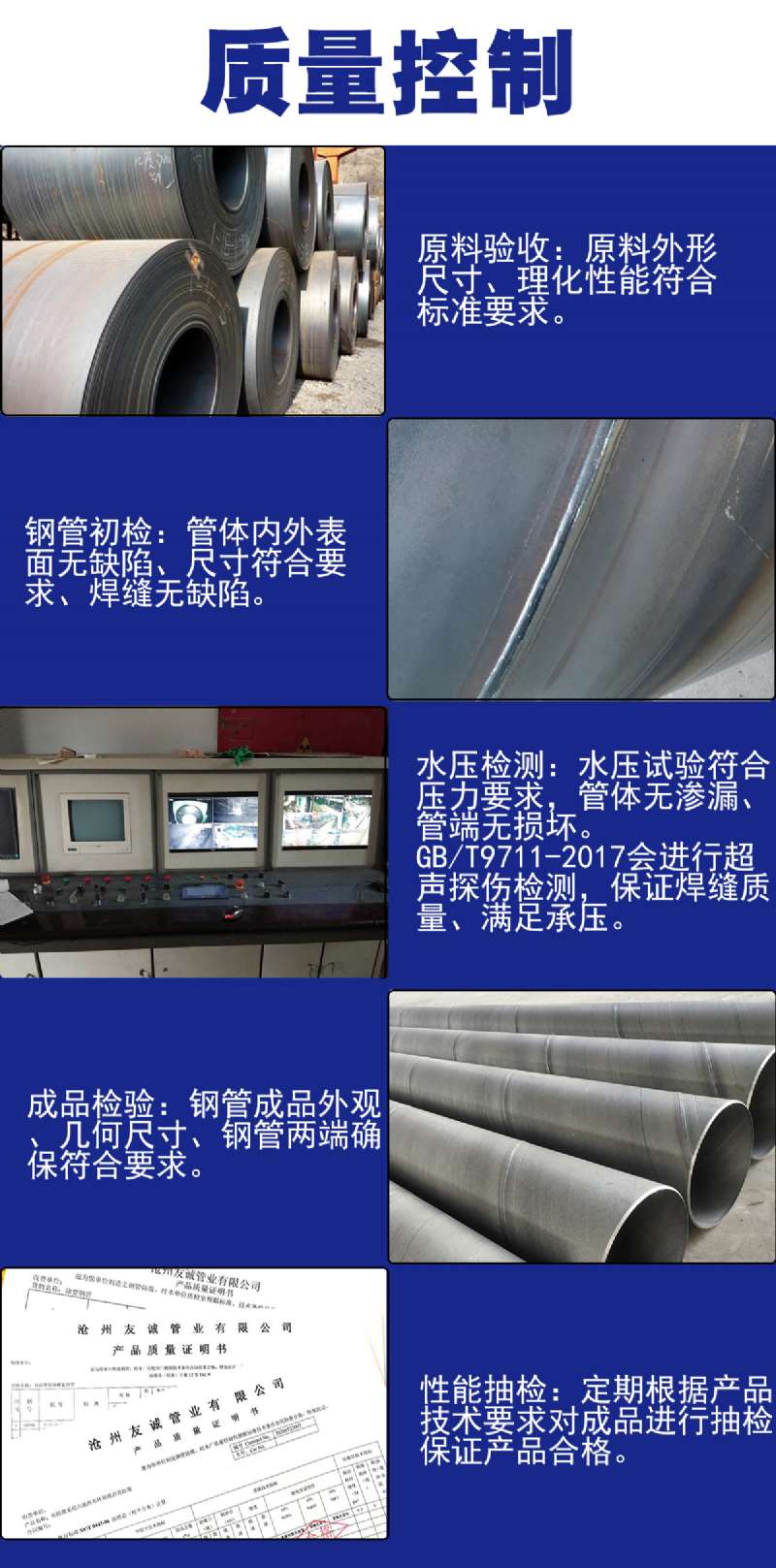
Q345B螺旋管质量检测应符合:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
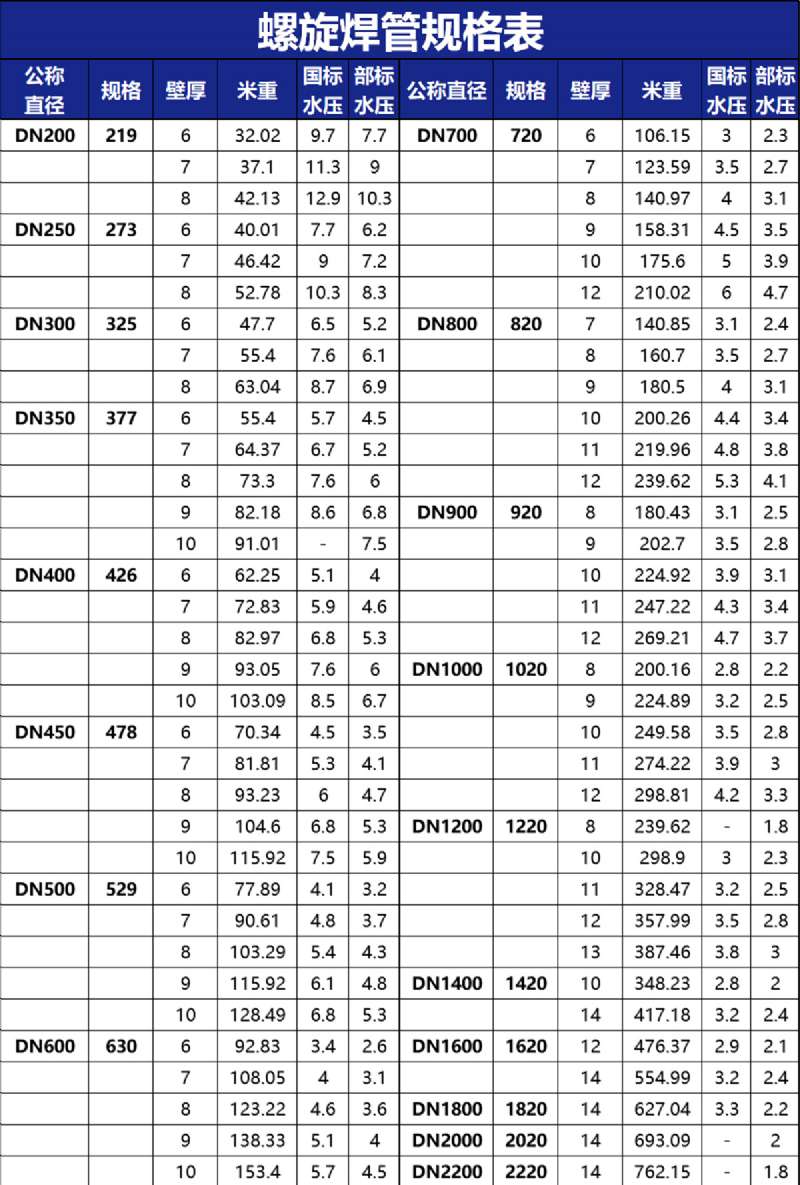
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度*小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行100%SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。



上一条: 大口径螺旋管专业制造
下一条: 双面埋弧焊螺旋管
